The optical component without any — even the smallest, microscopic — defect has yet to be produced. As such the practical goal is not to manufacture defect-free optics but optics with a maximum number and maximum size of visual or cosmetic defects that are good enough for the specific application. Near defect-free optics are very expensive because of more demanding production processes and lower yield. As so often the task is to balance performance and cost with the requirements of the application in mind.
The traditional way of describing visual imperfections is the MIL-PRF-13830B standard that defines two numbers for scratches and digs S/D, for example 60-40. The issue with this standard is that the evaluation is done by an operator who bye eye compares a defect on an optical element with a reference. This procedure cannot be automatised and is highly dependent on the operators’ skills and experience.
A more modern and objective way is described in the standard ISO 10110-7. It defines precise sizes and frequency of occurrence for acceptable defects over a given area. This allows for the specification of smaller defect levels and makes the surface inspection process more quantitative and less prone to operator error. For details see this presentation by the University of Arizona.
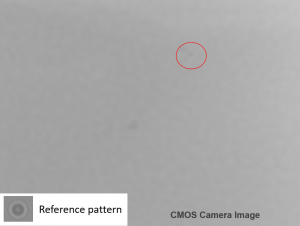
With our customer IDS Imaging Development Systems GmbH we have chosen a different way. Instead of using a standard to describe permissible defects, we have discussed with the customer which type, number and size of defects are acceptable in his application, and which are not. On the right hand side you see an image that was taken with the filter in front of the customer’s camera. A small, acceptable defect is marked with a red circle. A dedicated software compares detected defects to a reference pattern and gives out a good/bad result.
![]()
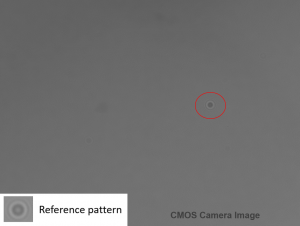
The image to the right shows a larger, not acceptable defect that is marked with a red circle. The software rejects the filter that then is discarded. The inspection set up is replicated at HOYA. This ensures that both IDS and HOYA inspect the filters in an identical way and ensures that the cameras will perform as expected without the need to rely on a standard that naturally cannot reflect particular application requirements.
![]()